Partners in EXCELLENCE - Making a Difference
"Toto, I’ve a feeling we’re not in Kansas anymore…"
Dorothy in the Wizard Of Oz
Most of us experience those feelings of uncertainty today. Everything is changing, at rates we’ve never experienced. Complexity, ambiguity, overwhelm, uncertainty, and ambiguity dominate everything we and our customers do.
It is in this complexity that sellers and leaders create real opportunity. Making sense of what we and our customers face, helping them understand and simplify, moving forward to take action.
Partners In EXCELLENCE works with leaders and sellers in mapping the journey from complexity to simplification. We help them OutSell and OutPerform all others.
Latest Posts

The Bait, the Book, and the Real Answer
I just published “Old-Timers Are Right About What We Are Seeing. We’re Wrong About Why.” A friend sent me a note in response. He framed […]

Old-Timers Are Right About What We’re Seeing. We’re Wrong About Why.
Over the past few weeks, I’ve had the same conversation, with a number of old-timers in business and sales. People who’ve been doing this for […]

Managing The Number, Missing The Cause
Win rate drops. Pipeline coverage falls below target. Activity numbers slip. The standard managerial response is some version of “we need to improve win our […]
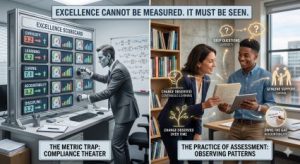
What You Can’t Count, You Have To See
Every leader who takes the behaviors of excellence seriously eventually asks: how do we measure them? How do we score curiosity, continuous learning, caring, customer […]
Recent Podcasts

Is “Good Enough” Good Enough, Fred Copestake Sales Today Podcast
Fred Copestake is a great friend. We had a fascinating discussion! Below is his description of this discussion: In this episode of The Sales Today […]

How To Crush Mediocrity In Sales, The Sales Hunter Podcast
Mark Hunter invited me to have a fascinating discussion about my new book, Is “Good Enough” Good Enough, Mindsets and Behaviors For Sales Excellence. Here’s […]

The Inquisitor Podcast, Discussing: Is “Good Enough” Good Enough
I had the great good fortune to talk to Marcus Cauchi. We started talking about my latest book, Is “Good Enough” Good Enough, Mindsets and […]
Recent Videos
From Process to Performance: Critical Behaviors for Sales Outcome
Spence Wixom, CEO of The Brooks Group had a fun conversation with me about The DNA of Sales Excellence. Here is the description for this […]
Is “Good Enough” Good Enough, Fred Copestake Sales Today Podcast
Fred Copestake is a great friend. We had a fascinating discussion! Below is his description of this discussion: In this episode of The Sales Today […]

Mastering the Fundamentals of Sales Leadership with David Brock, Growth Matters Webcast
The most impactful sales leaders are the ones who return to the fundamentals. In this episode, Daniel sits down with David Brock, bestselling author of […]
We live in a world of unprecedented change and uncertainty. At the same time, it offers each of us the opportunity to rethink everything we do, individually and organizationally. We have the opportunity to innovate and transform---ourselves, our organizations, our customers, and our markets. We have never seen a more exciting time in business and selling!
Partners In EXCELLENCE has had the privilege of working with individuals and organizations in mapping their innovation and transformation experiences, helping them OutSell and OutPerform all others.
As you embark on your own changes, reach out to us to help you think about the opportunity and how you move forward in making it happen!